





Shanghai Exhibition
Discover key takeaways from Shanghai Exhibition 2024, including emerging B2B trends, innovative technologies, and networking opportunities. Explore industry advancements now.
View More
 ×
×
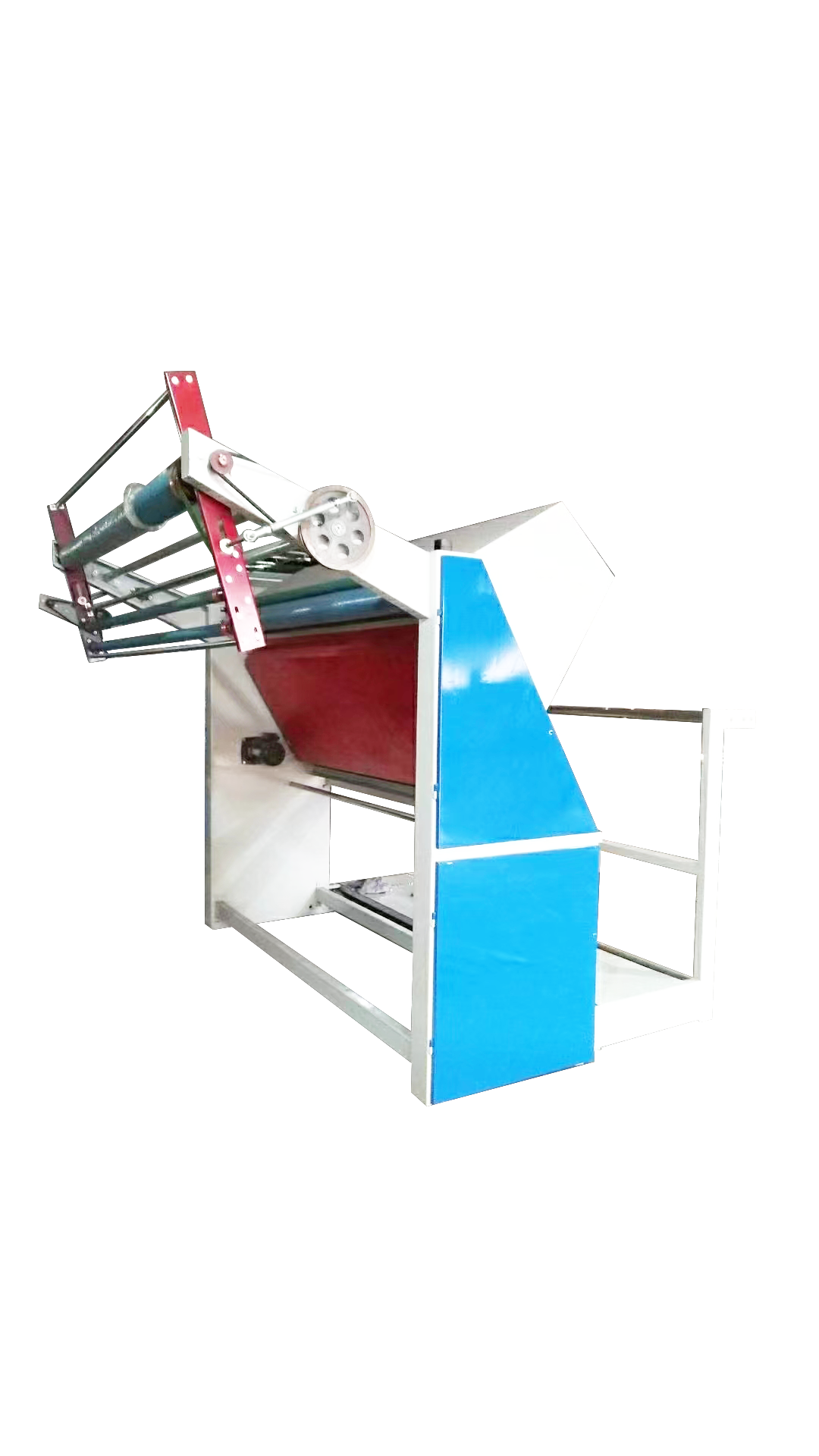
In today's fiercely competitive global marketplace, quality is not merely a goal but the cornerstone of corporate reputation and profitability. Fabric inspection machines are no longer exclusive luxuries reserved for large factories; they have become indispensable strategic necessities for any forward-thinking textile enterprise. The application prospects of this technology extend far beyond simple defect detection, paving the way for smarter, more efficient, and sustainable operations.
In practical applications, this equipment is pivotal for enhancing the quality of apparel and home textile products while safeguarding brand reputation. It effectively minimizes critical defects on high-value fabrics. Simultaneously, in the rapidly expanding industrial and medical textiles sectors, inspection processes are crucial—directly impacting the final performance and safety of products like automotive airbags and medical implants, ensuring compliance with stringent regulatory standards. Looking ahead, modern inspection machines serve as core data nodes for Industry 4.0 and smart factories. They integrate with production management systems to deliver real-time analytics, driving data-driven decision-making. Moreover, they are vital tools for achieving sustainability goals by optimizing fabric utilization through precise defect identification, reducing waste at the source, and helping enterprises meet global supply chain compliance requirements to build more resilient production models.

03
Sep
03
Sep
02
Nov
02
Nov
“Simple operation, quick employee onboarding”

“One of the fastest investments to recoup your costs, with a significant reduction in customer complaints.”
